
Hareketli parçaları basmak, deneyimsiz 3D yazıcı kullanıcıları için korkutucu olabilir. Deneyimli katkılı üretim meraklıları için bile, mükemmel şekilde basılması zor olabilecek bazı mafsallı tasarımlar vardır. Ancak birkaç ince ayar ve eski moda deneme yanılma yöntemiyle, tasarımlarınızdaki herhangi bir hareketli parçaları rahatça basmak mümkündür.
İşte nasıl yapacağınıza dair bazı ipuçları.

Farklı Tiplerde Hareketli Parçalar
Konsol bağlantıları, basılı modelin esnekliğine dayanan bir tür geçmeli bağlantıdır. Genellikle iki parçadan oluşurlar. Yuvaya doğru itildiğinde biraz bükülen bir parçanın geçmesi beklenir ve geçilen bölümü tutan parça. Emniyet kemeri tokaları konsol bağlantılara iyi bir örnektir.
Dairesel bağlantılar, basılı parçanın esnekliği sayesinde yerine oturduğundan konsol bağlantılara oldukça benzer. Ancak dairesel bağlantılar bağlantı noktasında daireseldir. Ayrıca tek yönde hareket edebilme avantajına da sahiptirler. Bir tava ve kapağı temelde dairesel bir bağlantıdır.
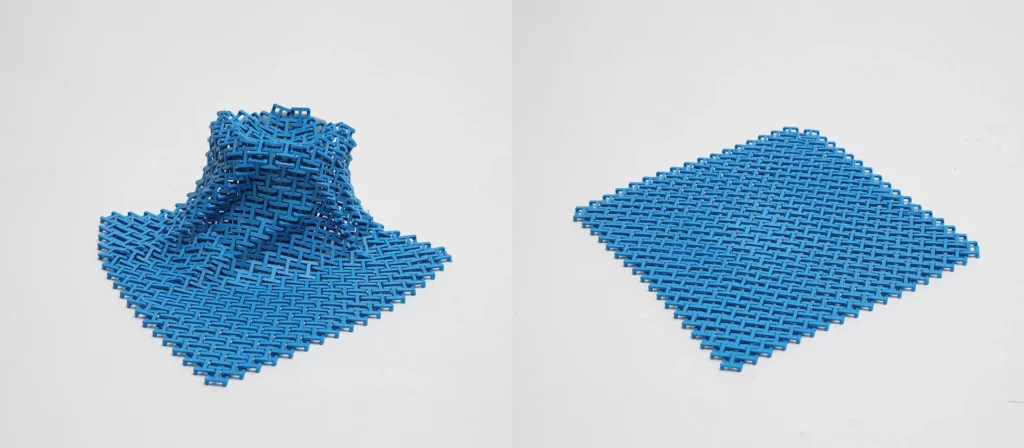
Birbirine kenetlenen parçalar en popüler hareketli baskılardan bazılarıdır. Yapıları ve işlevleri oldukça basittir ve bunları mükemmel bir şekilde yazdırmak kolaydır. Bu parçalar, farklı bölümler arasındaki sürtünme sayesinde bir arada kalır ve tek yönde, ileri geri hareket edebilir.
Bu üçü hemen hemen en popüler olanlarıdır. Başkaları parçar da var, ancak bunları düzgün bir şekilde yazdırmak için söylenebilecek ipuçları çoğunda aynı şekilde geçerlidir.

Hareketli Parçalar Nasıl Basılır?
Ve şimdi bazı ipuçları için. Hareketli bir modeli 3D yazdırırken yaptığınız her şey, modelin işlevi göz önünde bulundurularak ayarlanmalıdır. Parça nasıl hareket ediyor, gerekli özellikler nelerdir ve parçanın mükemmel çalışması için hassasiyet açısından ne yapılmalıdır?
Hareketli Parçaları Basarken Boyutsal Doğruluk Önemlidir
Parçanın bağlantı noktasında sorunsuz bir şekilde hareket edebilmesi için baskının boyutsal doğruluğunun orijinal tasarıma mümkün olduğunca yakın olması gerekir. Çarpıtma, küçültme veya katman kaydırma gibi yaygın 3D baskı sorunları muhtemelen parçanın işlevini bozacak ve yeniden yazdırmanız gerekecektir. Daha iyi boyutsal doğruluk elde etmek için genel kurallardan bazıları şunlardır;
- Eğilmeyi önlemek için parçanın yavaşça soğumasını bekleyin,
- Başlamadan önce cihazınızı kalibre edin,
- Alt parça hassasiyetinden kaçınmak için yavaş yazdırın,
- Cihazınızın bir muhafazası yoksa PLA veya PETG ile yazdırın,
- Yeni bir filament makarası ile yazdırın.
Daha iyi boyutsal doğruluk elde etme konusunda daha fazla ipucu için okuyun: 3D Baskılarınızda Daha İyi Boyutsal Doğruluk Nasıl Elde Edilir?
Esneklik için Yer Bırakın
Hareketli bir parçayı yazdırmadan önce, muhtemelen önceden plan yapmalı ve parçanın yeterince esnek olduğundan emin olmalısınız. Baskı çok sertse, bazı parçalar birbirine kenetlenecek veya geçecek kadar bükülmeyecektir.
Parçanın çok sert olmasını önlemek için, %75’ten daha yüksek bir dolgu yoğunluğu ile yazdırmamaya çalışın. Bu, parçayı çok sert yapmadan uygun bir esneklik seviyesi sağlayacaktır. Esnekliği artırmak için jiroid gibi bir dolgu deseni de kullanabilirsiniz.
Yine de birbirine kenetlenen veya geçmeli parçaların basılması söz konusu olduğunda esnekliğin iki ucu keskin bir kılıç olduğunu unutmayın. Parça çok esnekse, olması gereken yerde kalmakta zorlanacak ve çok az bir güçle çıkacaktır.
Yönlendirme ile Eklem Mukavemetini Sağlayın
Çoğumuzun bildiği gibi, FDM 3D baskının en belirgin eksikliklerinden biri katman çizgileridir. Her bir baskıda mükemmel katman yapışması elde etseniz bile, bu çizgiler herhangi bir baskının en zayıf kısmı olacak ve muhtemelen kırılma noktası olacaktır.
Eklemlerinizin kolayca kırılmasını önlemek için, yazdırmaya başlamadan önce modelin yönünü ayarlamanızı öneririz. Parçaya uzun ömür katmak istiyorsanız, ek yerleri katman çizgilerine paralel olmalıdır.
Ölçeklendirmeyi Telafi Edin
Diyelim ki mükemmel hareketli modeli buldunuz ancak modelin orijinal boyutu istediğinizden biraz büyük veya küçük. Modeli dilimleyici üzerinde ölçeklendirmek muhtemelen aklınıza gelen ilk çözüm olacaktır. Bunu denerseniz, basılan parçanın düzgün çalışmaması ve farklı parçaların birbirine uymaması ihtimali yüksektir. Bunun nedeni, ölçeklendirme değiştirilse bile tolerans ve boşluğun aynı kalmasıdır.
Tüm baskılar için 0,3 mm altın standart olarak kabul edilmekle birlikte 0,2 mm-0,6 mm arasında bir boşluk önerilir. Bu nedenle, baskı işlemine başlamadan önce CAD yazılımında modeli yeniden düzenlemeniz ve boşluğu bu aralık arasında bir yere ayarlamanız tavsiye edilir.
Sonuç Olarak
Gördüğünüz gibi, gözünüzü korkutacak hiçbir şey yok. Endişelenmeniz gereken tek şey boyutsal doğruluk, esneklik ve boşluktur. Toleransları doğru ayarladığınız ve yönlendirmeyi doğru yaptığınız sürece mafsallı parçalarınız mükemmel olacaktır. İlk seferde iyi sonuç alamazsanız, deneme yanılma yöntemiyle zaman içinde sonuçlarınızı iyileştirebilirsiniz.

